Accueil >> Blogue >> Limiter la perte de fluide avec nos garnitures tressées
Limiter la perte de fluide avec nos garnitures tressées
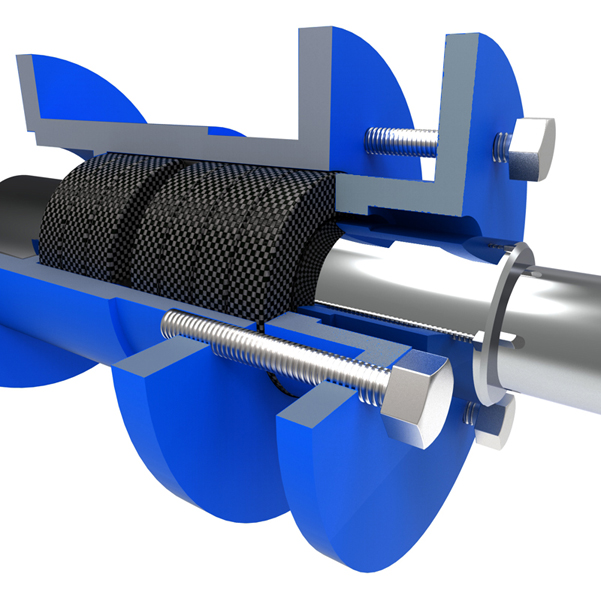
La garniture tressée est utilisée comme joint pour retenir les fuites autour des tiges, des arbres ou des tiges de soupape et d’autres pièces de travail dans les machines nécessitant le confinement de fluides ou de gaz. Il s’agit d’une corde habituellement tissée à partir de matériaux relativement souples et flexibles, la corde est ensuite découpée en segments et formée en anneaux qui sont placés dans l’espace circulaire (boîte d’emballage) entre l’élément rotatif ou alternatif et le corps de la pompe ou de la vanne. Une fois installée, la force de compression générée par le serrage du presse-étoupe produit une pression radiale, dilatant les anneaux radialement contre le côté de la boîte de garniture et également l’organe alternatif ou rotatif, réalisant un joint. Les tolérances de presse-étoupe de la garniture tressée peuvent être plus flexibles par rapport à la garniture en V.

La bonne méthode d’installation de la garniture tressée
Les pannes d’emballage sont souvent causées par une installation inadéquate de la garniture. Les étapes suivantes expliquent la bonne façon d’installer la garniture sur les pompes pour garantir des performances optimales:
-
- Retirez entièrement l’ancienne garniture de la boîte d’emballage: La boîte et l’arbre doivent être nettoyés, et l’arbre et les manchons doivent être vérifiés pour l’usure ou les rayures. Remplacez l’arbre ou le manchon s’ils sont extrêmement usés.
-
-
- Sélectionnez la section droite de la garniture ou des anneaux de formage: Pour déterminer la taille de garniture appropriée, mesurez le diamètre de l’arbre (à l’intérieur de la zone de la boîte de garniture si possible), puis mesurez le diamètre de la boîte de garniture (pour trouver le OD de l’anneau). Soustrayez l’I.D. mesure à partir du D.O. mesure et divisez-le par deux. Le résultat est la taille nécessaire.
- Toujours couper la garniture en anneaux séparés si vous utilisez une bobine ou une garniture en spirale:ne jamais transformer une bobine de garniture en une boîte à garniture. Selon la construction, les anneaux peuvent être coupés avec les joints bout à bout (carré), biais ou diagonaux. La manière la plus fiable de couper les bagues de garniture est de les couper sur un mandrin de diamètre égal à l’arbre dans la zone de la boîte de garniture. Si l’arbre n’est pas usé, des bagues peuvent être coupées sur l’arbre à l’extérieur de la boîte de garniture. Fermez l’emballage sur le mandrin, mais ne vous étirez pas beaucoup. Coupez l’anneau et insérez-le dans la boîte d’emballage, en vous assurant qu’il s’adapte correctement à l’espace d’emballage. Tous les anneaux supplémentaires peuvent être coupés à l’identique ou utiliser le premier anneau comme maître à partir duquel les anneaux restants sont coupés. Assurez-vous de couper les anneaux à la bonne taille pour ne pas réduire la durée de vie normale. C’est là que les anneaux découpés à l’emporte-pièce sont avantageux. Ils vous fournissent la taille de bague exacte pour le D.I. de l’arbre et le diamètre extérieur de la boîte d’emballage. Il n’y a aucune perte due à des anneaux mal coupés.
-
-
- N’installez qu’un seul anneau à la fois et assurez-vous qu’il soit propre. Si vous le souhaitez, lubrifiez l’arbre à l’intérieur de la boîte de garniture. Placez les anneaux en toute sécurité (à l’exception du filament PTFE et de la garniture en fil de graphite, qui doivent être placés très légèrement, puis serrés lentement une fois la pompe en marche). Les joints des anneaux suivants doivent être décalés et séparés d’au moins 90 °. Chaque anneau doit être fermement placé avec un outil de bourrage. Lorsque suffisamment d’anneaux sont placés individuellement pour que le nez de la glande les atteigne, le bourrage individuel doit être complété par la glande.
-
- Une fois la bague finale installée, serrez les boulons à la main ou légèrement serrés. Ne bloquez pas l’emballage en place par un peu trop de chargement de presse-étoupe. Allumez la pompe et prenez les boulons jusqu’à ce que les fuites soient réduites à un minimum supportable. Assurez-vous que les boulons de presse-étoupe aient le même couple de serrage. Arrêter complètement la fuite à ce stade entraînera la combustion de la garniture.
-
- Lorsqu’il s’agit d’une pompe nouvellement emballée, permettez à la garniture de fuir librement: une fuite immodérée pendant la première heure de fonctionnement permettra un travail d’emballage supérieur sur une période prolongée. Montez lentement sur le presse-étoupe au moment où la garniture repose, jusqu’à ce que la fuite soit réduite à un niveau supportable. N’essayez jamais d’arrêter complètement les fuites, sauf s’il est indiqué de le faire en toute sécurité.
-
- Donner des méthodes de lubrification de l’arbre et de la garniture de l’anneau de lanterne en fournissant de l’eau, de l’huile, de la graisse ou du liquide manipulé dans la pompe. Les raccords à cet effet sont standard sur de nombreuses pompes (consultez le manuel du fabricant de la pompe).
-
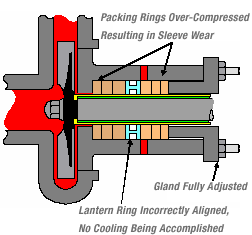
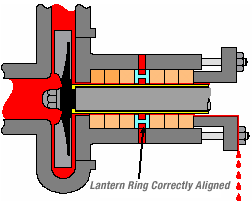
- Si la boîte de garniture a un anneau de lanterne, vérifiez si l’anneau de lanterne est légèrement derrière l’entrée de fluide afin de lui permettre de se déplacer sous l’entrée lorsque la pression du suiveur est appliquée.
-
- Changez la garniture lorsque la fuite ne peut pas être empêchée par une reprise supplémentaire sur le presse-étoupe.
-
- Sur les pompes centrifuges, les pompes rotatives et les pompes à piston, environ 80% des dommages sont sur les deux bagues d’étanchéité extérieures les plus proches du presse-étoupe. Cependant, chaque anneau auxiliaire réduit la pression du fluide. Il est important d’avoir suffisamment d’anneaux sur les machines. En cas de défaillance de l’un, un autre effectue l’étanchéité et la machine n’a pas besoin d’être arrêtée.
Why Packing Fails?

Applications
Les garnitures tressées sont largement utilisées dans les industries de processus telles que les aciéries et les usines de papier, la pétrochimie et dans les industries de services comme la marine, les services publics, l’eau, les eaux usées, la nourriture et le nucléaire. Tous les types de fluides, y compris l’eau, la vapeur, les gaz, les caustiques, les solutions, les acides, l’huile, l’essence et divers autres produits chimiques sur une large gamme de températures et de conditions de pression, peuvent être scellés à l’aide d’une garniture tressée.
Ils sont également utilisés dans les pompes centrifuges, rotatives et à piston, les vannes, les compensateurs de dilatation, les souffleurs de suie et de nombreux autres types de machines. Comme indiqué ci-dessus, la garniture tressée est comparativement facile à installer et à entretenir. Avec des soins appropriés, on peut s’attendre à un fonctionnement efficace.
Une étanchéité efficace avec une garniture tressée est fonction de certains facteurs associés importants:
- Choisir soigneusement le matériel d’emballage, qui répond aux exigences particulières de l’application.
- Une évaluation complète des facteurs tels que les vitesses de surface, les pressions, les températures et le fluide manipulé.
- Respect approprié des méthodes d’installation et de rodage appropriées.
- Mesures appropriées pour l’entretien de l’équipement.
Pour en savoir plus sur la sélection des produits adaptés à votre environnement d’exploitation, veuillez contacter votre représentant commercial Daemar local.